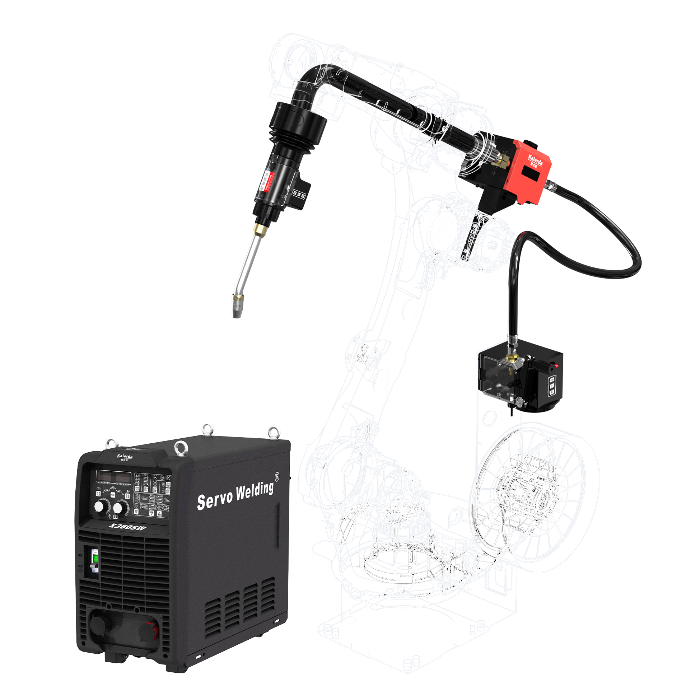
X350SW Robotic welding power source
Return
1.Almost zero spatter
Compared with traditional short-circuit transition, the amount of spatter canbe reduced by 99%.
2. Fast arc starting and crater
Pull-back arc starting without spatter, speed increased twice.
3.Low heat input
The servo arc welding process has a low heat input when welding aluminum alloy,which is 90% lower than that of TIG welding.
4.Arc length adaptive control
The arc length is not affected by the condition of the workpiece surface and thewelding speed, and the arc adaptability is super strong with changes in the extension.
5.Low dilution rate of surfacing layer
The iron percentage at the 2.5mm thickness of the surfacing layer after processingis controlled below 5%,which can ensure the corrosion performan of the surfacinglayer.
6.Smaller deformation
The lower heat input can reduce the deformation of thin plates in a greater extent.
7.Stronggap bridging ability
2mm board with 2mm gap can be easily welded.
8.Faster welding speed
The welding short-circuit frequency can reach between 125Hz and 150Hz dependingon the welding application, with a welding speed of 1 m/min for 2mm thick workpiece,or a welding speed of 2 m/min for 0.8mm thick workpiece.
9.Adapt to various materials
Used for carbon steel, stainless steel, aluminum alloy, and dissimilar material welding.
Specification